Wednesday, March 16, 2022
Wednesday, March 02, 2022
Thursday, January 06, 2022
Welcome to Umerica: Now!
Saturday, November 06, 2021
Art Round-up September - October 2021
Art Round-Up September - October 2021
Art Round-up September - October 2021
Well this is late...again...I seem to be busy (?) to many pies, not enough fingers. I’m certainly not resting, the wheels are always spinning...maybe this is a pretty good output I don’t know anymore, not a lot of professional work lately -(happy to have a “day job”!)
Running a D&D game on Fridays, took a weekend off to eat, play games and socialize with covid free friends. Building stuff for that Friday game- I will release that stuff at some point. I also bought a copy of Dungeon Draft to make faster (?) maps. Learning to make and package my own assets for that.
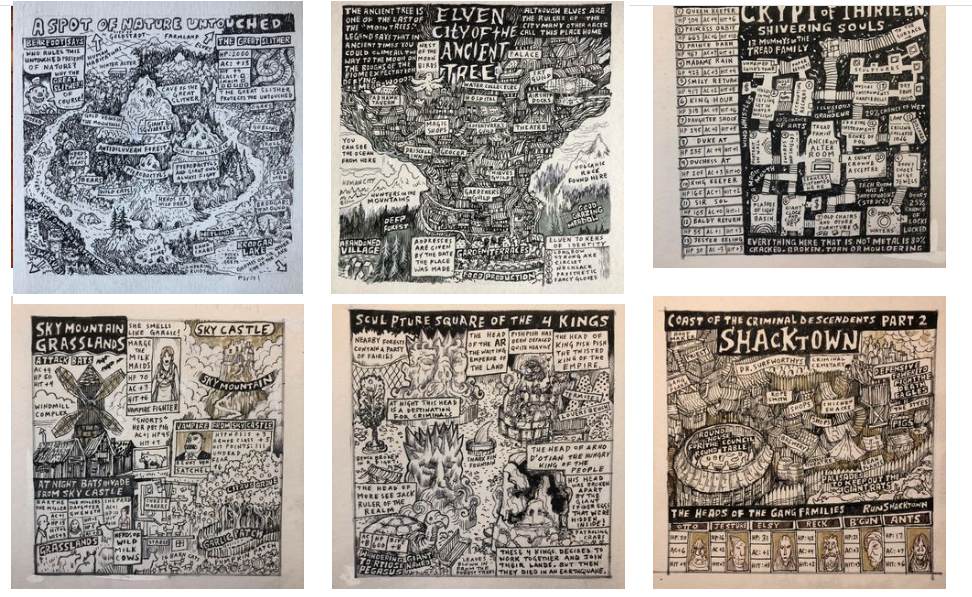
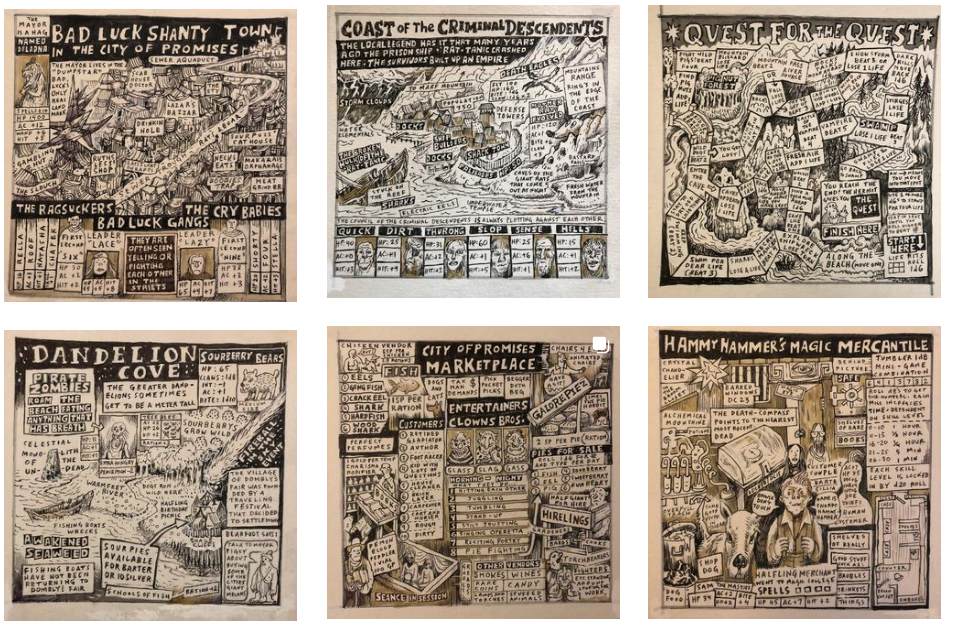
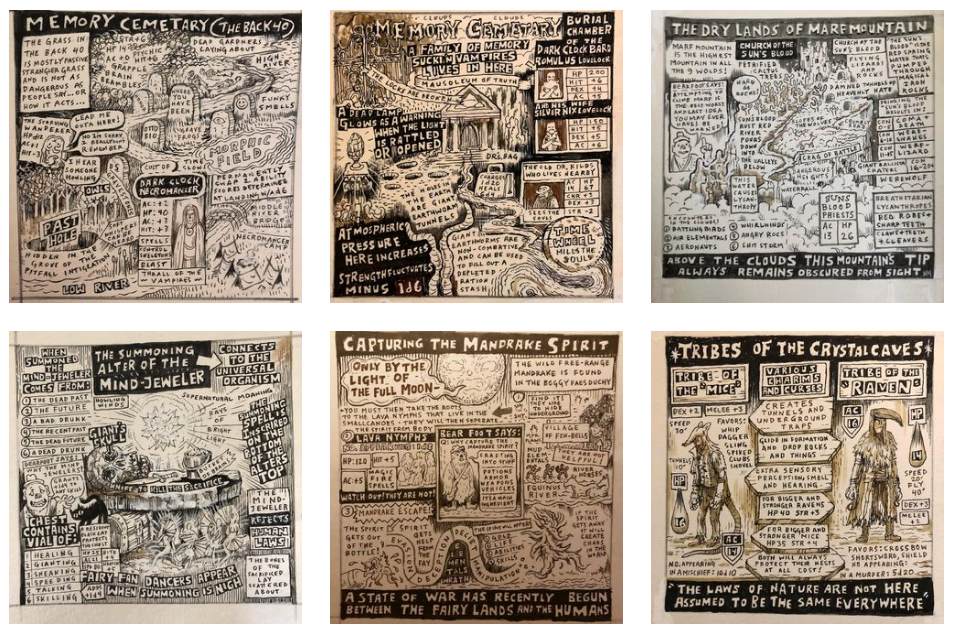
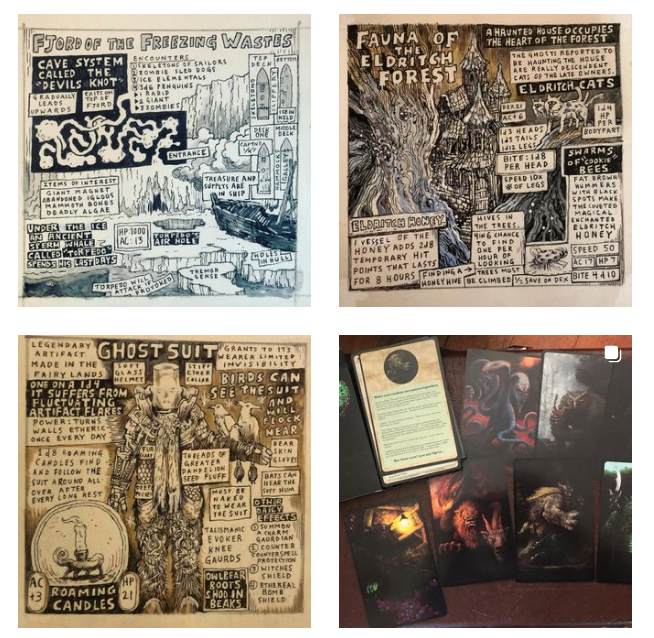
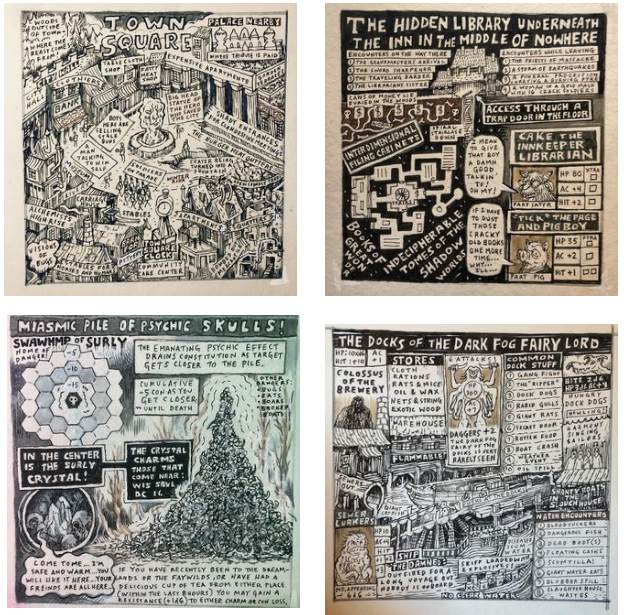
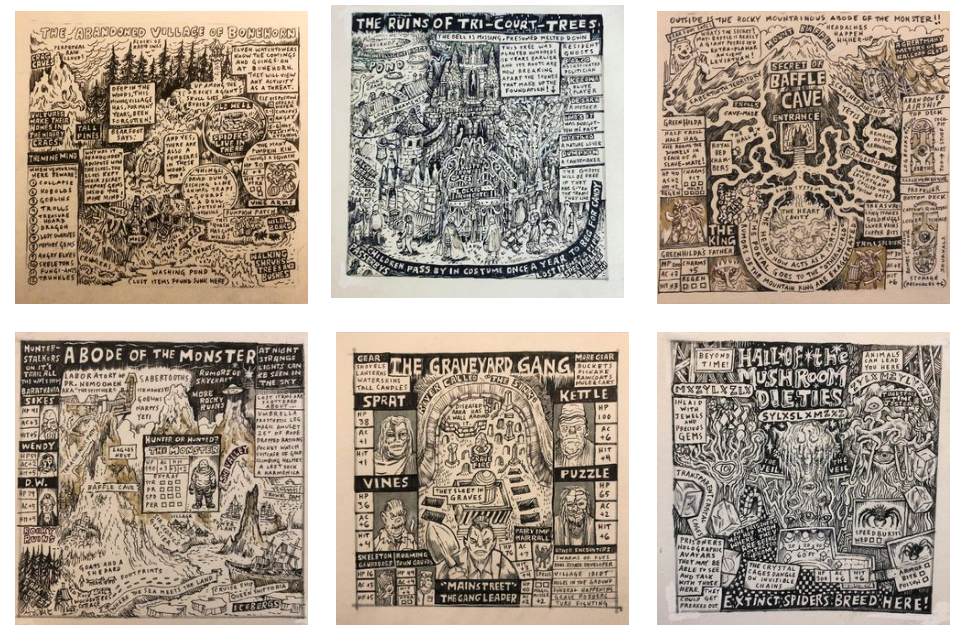
And then I decided to do “Inktober” again this year. I’d say 1 out of 4 of those maps are pretty good, almost all of them are pretty fun and all of them were absorbing and fun to make.
Thanks for your patronage! Not taking any money again this month, just giving
An update! Have a great end of the year if I don’t reach you before then!
Nate

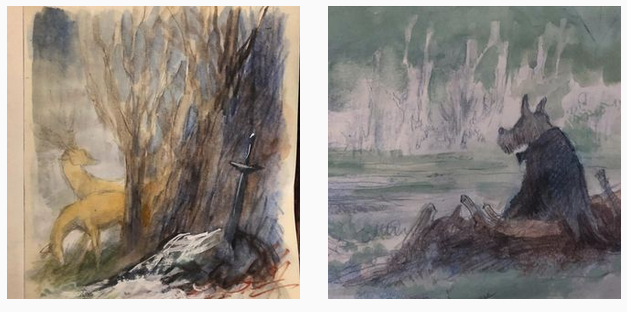
Toren Atkinson bought the use of this older drawing for a project he’s finished up. Looks like fun and it’s nice getting to work with him on something.






Sunday, September 05, 2021
Art Roundup August 2021
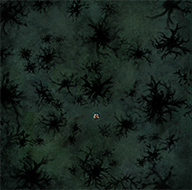
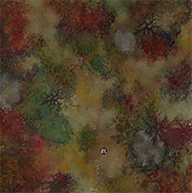
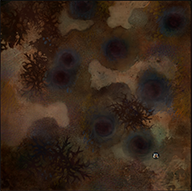
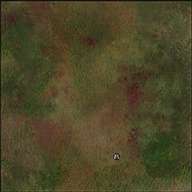
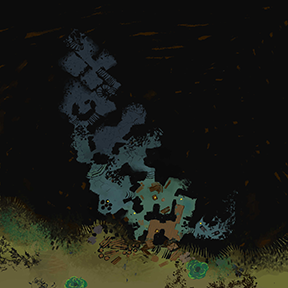
Maps! This is how I started off the Month. These are maps screenshotted with fog moving over them. This is for a VTT module in the works.


I’ve never really made many game icons - this is for something I’ve been working on for a while..

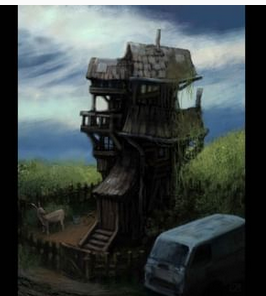
Here is an image based off a great game I’m running...an exciting moment. I didn’t quite capture the characters' surprise when they came around the corner to see the giant coming out of a hole in the building's wall.


Another POPRAT video!
https://www.instagram.com/p/CSuX6vvDBVQ/
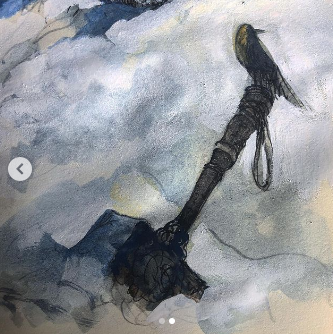
“No seat Belts on a wolf” Tee shirt design available on my Red Bubble Shop.
I think I need to rework the design on this. Hard to warrant spending more time on these TSHIRTS when you never sell any!

Some more North Pole sketchbook stuff that someday will make it into the North Pole book I’m playing around with art for. These were all done during a weeklong family vacation.





(I just screen grabbed these picks from my instagram)
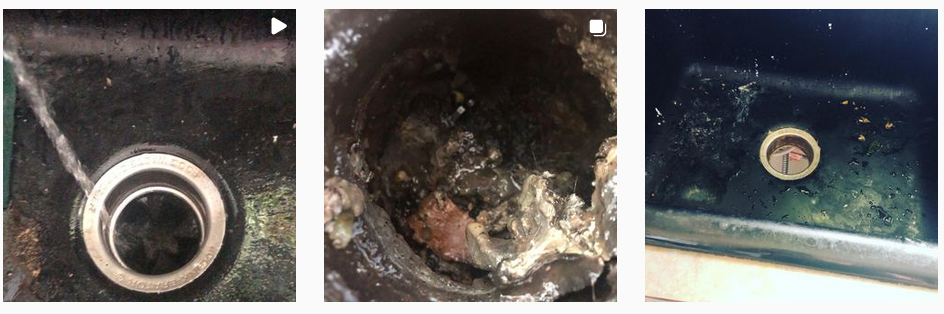
I replaced our garbage disposal - not exactly “ART” - but felt like it and used many of the same problem solving “plumbing” parts of the brain.
Also Not “ART” - but directly related - finally finished reading Moby Dick!
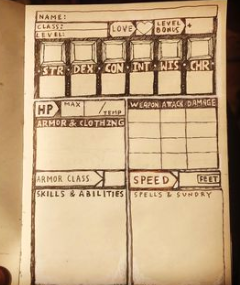
Also been toying with the idea of a simplified hand drawn character sheet. This was a little boring but took me a few hours at least.
And a Map that may come in handy….

More Art for the goblin “expose’ “ that ZI’m working on with Joel Clark

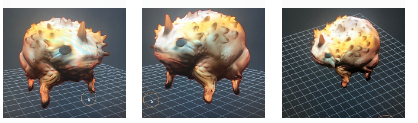
Played around with some 3d sculpting -
That’s pretty much it. I feel like it’s been a “light” month.
A few things perhaps worth throwing into the “roundup”
Finished a sketchbook I started last year
Started a new sketchbook
Working on some Dangertide pages - Chapter 6 is getting closer!
Built a new Linux Desktop computer
Lost 10 pounds (on purpose)
Familiarizing myself with the C major Guitar Tuning
LOTS of distraction and domestic “doings”
Also working on an Album cover for a Band
Shoulder pain is getting better
Lousy sleep
Sunday, August 08, 2021
Tuesday, August 03, 2021
Art Roundup June - July 2021
It has been really difficult to Keep all the art making that has been coming and going straight for the last couple months. I haven’t had a whole lot of commissions but on May 27th 2021 I dislocated my shoulder and that put a huge crimp in my working abilities.
( The “how” is in the Postscript ;P)
I had to practice working with my left hand. I did actually start getting better.
As soon as I could I started working out little stretches of making stuff again. It was a bitch.
I first finished the “Moody Sisters Rationing Parlor” I plan to send these out as cards someday soon. I bought the stamps, I just need to get the printing done.

And then More D&D stuff. A whole set for the Buried Library. It’s been played, it’s great, it’s fun, it’s also coming to patreon soon, it’s also backed up in the whirlwinds of attention deficits that publishing crap always seems to get stormed into. Here are some bits and pieces:








More Player Handout Maps for D&D. This game has also involved a lot of unexpected writing recently.

A mural Project Design that “wasn’t what they were looking for” :(

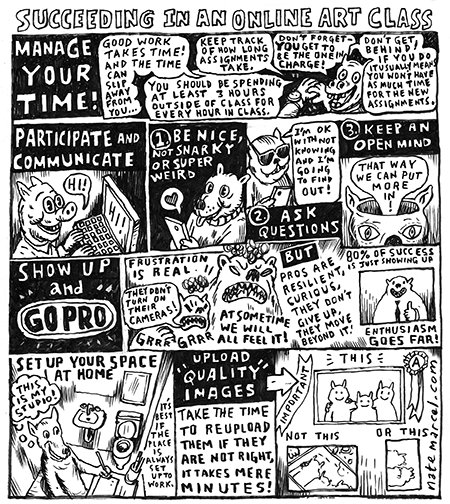
And this whole time I’m taking some online training for doing online teaching. Which was much harder than I had guessed it would be. One project let you do an infographic so I did a cartoon.
Probably the best thing I’ve done in the last couple months has been finishing the Imagine RPG Book Cover. It’s pretty loud, probably could have used more cools.

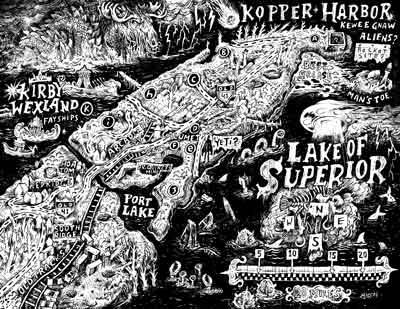
Also a Map of Lake Superior for an upcoming DCC Umerica thing
Below is another map that’s been populated and used. It’s a half finished hobbit hole. During the digging the diggers broke through to the dungeon of an old castle that sits on the top of the hill above it. It had been sealed up for good reasons. The most amazing ghost encounter happened here. I can probably make this available on patreon if anyone is interested.
“Delta Variant” The name and cover of my techno album

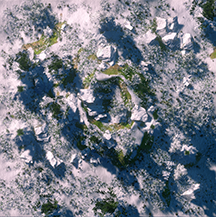
I've been toying around with some more 3d modeling, specifically for maps. I like hand drawn stuff way better. I haven't used any of these in a game yet. Maybe I’m just being selfish because with the hand drawn maps you can tell they were made by me, whereas these could be made by anyone. I might use them someday though.




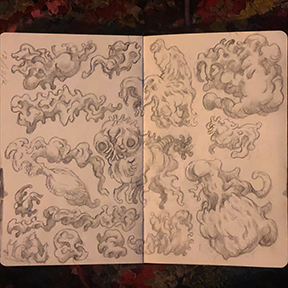
Drawing some Clouds. More where that came from.
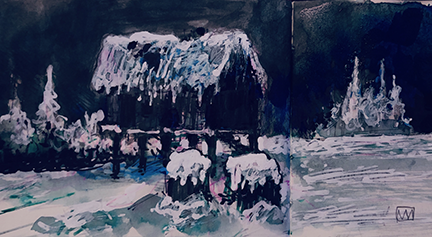
A Place. If you have been there you know where it is.
Below are a couple more Umerica pieces. I started them first as Oil Paintings and then did the editing. I plan on using that technique more for the future. I like the results and I am trying to apply color to the physical paintings little by little after the fact. When I finish those they will look quite different and I will show them.

By the middle-end of July my shoulder had healed enough (Thanks to acupuncture and physical therapy) That I started to gain a little momentum.
I’ve also been teaching 2 classes and the kids have been bouncing off the walls.
Started reading the last book in the chronicles of Narnia to them on Instagram. It’s not a regular thing right now, for whatever reason, but you can usually catch us at about 9 pm for that.
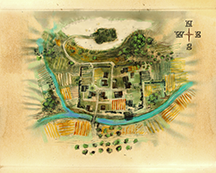
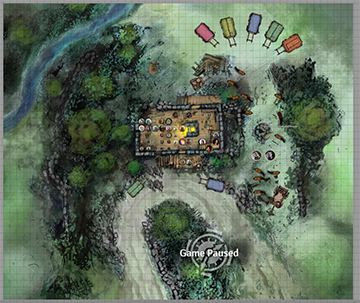
Here is a farmhouse map I’m proud of. I’ll try to make this one available soon.
Here it is as it stands right now “In game”

It’s quite populated. There was a serious “Town Hall” Meeting that went down...It’s a long story.
Also I have declared at least one day of the week “oil painting day”. It usually lands on Thursday. That has been good. I haven’t done a whole lot, but a lot more than if I hadn’t made the declaration.
Here are some I’ve finished more or less...And there are many more I have finished less…

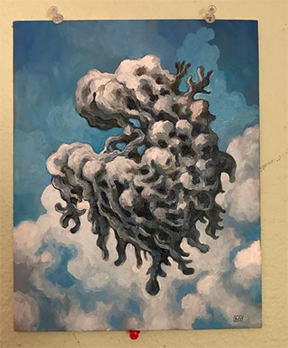
This piece I finished. I had been working on it for a while.

My shoulder is pretty well healed now, I couldn't throw a football or reel in a fighting 50 pounder or anything like that, but I can make stuff without a whole lot of pain. Sleeping is still less than restful and I’m finding the pain is worse upon waking up, and it also still gets a bit crunchy after hours and hours of painting or mousing, but it’s getting better!
I think that’s about it- other than working on, but haven’t yet finished a lot of other things.- And just like when you're packing up to go somewhere, I’m sure I forgot something.
Starting August’s Art Roundup right after I publish this so I don’t get behind.
Thanks for your interest. If you need art, let me know, If you need one of the paintings you have seen here, let me know. If you are interested in anything else or have ideas for me let me know.
Thanks again!
Nate
PS: (I was skateboard “sidewalk- surfing” with the dog if you must know. I wasn’t on the board properly when the dog lunged. I fell really hard forward - able to keep my head up and off the ground (could have been so much worse) but as the dog lunged - POP goes the arm! It was hanging and I couldn't stand upright, luckily it happened only a block from the firestation. It was out of socket for several hours. It was my first (hopefully last!) ambulance ride and they needed to knock me out to put it back in the socket. We still haven't received all the medical bills yet (WooHoo American medical extortion system). It was pretty bad and I have been in severe to moderate pain ever since. Actually I have to stop typing for a while now…)